Poslední expedice letošních objednávek (vč. osobních odběrů) proběhne v pondělí 22. 12. 2025. Objednávky přijaté po tomto termínu budeme expedovat nejdříve 5. 1. 2026.
Metoda MIG/MAG - základní seznámení
Co znamená zkratka MIG/MAG? Dá se MIG svářečkou svařovat MAG? Můžeme metodou MAG vařit hliník? Je tedy lepší MIG nebo MAG? A jaký je mezi metodami MIG a MAG vlastně rozdíl? Odpovědi na tyto otázky najdete v článku.
Co znamená MIG a co MAG
Zkratkou MIG/MAG označujeme poloautomatické svařování kovů v ochranné atmosféře inertního (MIG) nebo aktivního (MAG) plynu. Proč poloautomatické? Protože přídavný materiál, který označujeme jako tzv. drátovou elektrodu, je do místa svařování přiváděn motorizovaným pohonem na základě povelu svářeče. Tento povel vydá svářeč stisknutím spínače na hořáku. Svářeč také vede hořák ručně. Takže tu máme automatické podávání drátu na základě ručních povelů svářeče, který ručně vede hořák. Není to svařování ani automatické, ani čistě ruční. Odtud poloautomatické svařování.
Pokud bychom hořák upnuli do ramena robotu, který hořák povede a bude svářečku ovládat, bude se jednat o automatické MIG/MAG svařování. Pokud si budeme točit cívkou s drátem sami a sami povedeme hořák, bude se jednat o ruční MIG/MAG svařování. Ale tato varianta je opravdu velmi nepravděpodobná.
Pojem drátová elektroda znamená, že přídavný materiál, který je zpravidla navinut na cívce a podáván bowdenem v hořáku do místa svařování, tvoří jednu elektrodu hořícího oblouku. Drát je tedy tzv. "pod proudem". Druhou elektrodu tvoří svařovaný materiál, který je ke svářečce připojen pomocí tzv. zemnící svěrky.
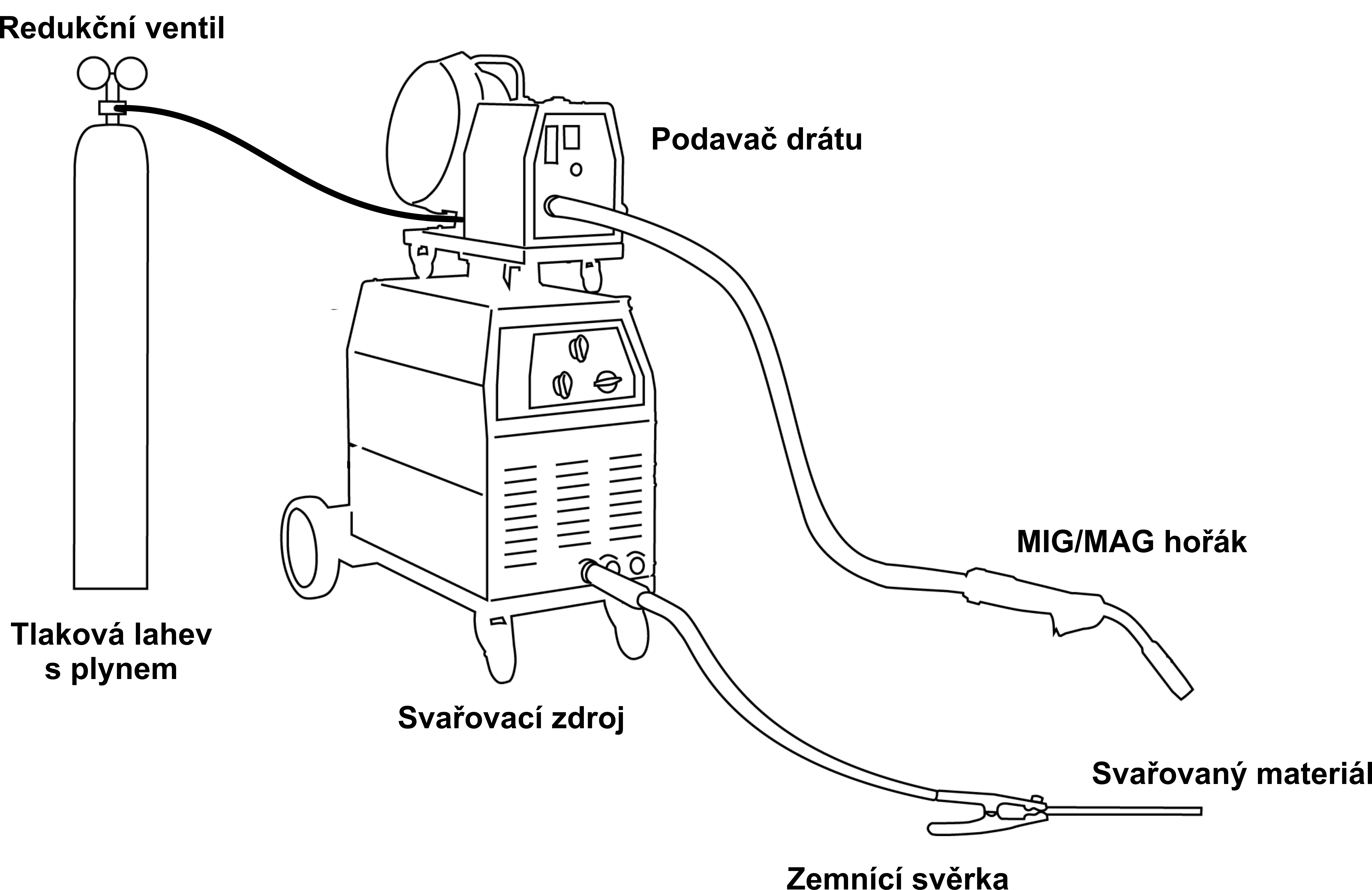
Schéma zapojení při metodě MIG/MAG - zdroj s odděleným podavačem drátu
Svařované místo musí být během MIG/MAG svařování chráněno ochranným plynem, který zamezuje přístupu vzduchu k roztavenému svarovému kovu - svarové lázni. A rozdíl mezi MIG a MAG svařováním je právě v použitém ochranném plynu. Podívejme se tedy na jednotlivé metody podrobněji.
Svařování MAG
Zkratka MAG pochází z anglického Metal Active Gas a označuje tedy poloautomatické svařování kovů v ochranné atmosféře aktivního plynu. Aktivní plyn má kromě ochranné funkce (zamezit přístupu vzduchu k roztavenému kovu) za úkol ještě vstupovat do chemických reakcí ve svarové lázni. Aktivní plyn se tedy aktivně podílí na procesech, které probíhají v roztaveném svarovém kovu. Jako aktivní plyny se v současné době nejčastěji používají následující plyny a směsi plynů:
CO2 (100% oxid uhličitý)
Oxid uhličitý - lidově "céóčko" - je u nás stále populární ochranný plyn, zejména v malých provozech a při hobby svařování. Důvodem jeho oblíbenosti je snadná dostupnost a nízká cena. Z hlediska svařovacích vlastností jej ale překonaly aktivní směsné plyny na bázi argonu. Čistý CO2 dovoluje dobrý průvar, ale podporuje formování oxidů a karbidů, které nepříznivě ovlivňují mechanické vlastnosti svarů. Další nevýhodou je, že při čistém CO2 je na oblouku dost vysoké napětí a z toho vyplývá velký rozstřik. CO2 se používá při svařování a navařování nelegovaných a nízkolegovaných konstrukčních ocelí. Není vhodný pro vysokolegované oceli, zvláště pak nerez.
Směs Argon + CO2
Ochranný plyn s lepšími vlastnostmi. Přestože je dražší než čistý CO2, ve velkých provozech a v případech důrazu na kvalitu a produktivitu svařování, se používá již výhradně tento druh plynů. Podíl CO2 ve směsi může být maximálně 25 %. Při vyšším podílu už by argon ve směsi byl zbytečný a bylo by jedno, zdali se svařuje ve směsi či v čistém CO2. Opět se používá hlavně na nelegované a nízkolegované oceli. Nejznámější směsi jsou 82 % Ar + 18 % CO2 nebo 92 % Ar + 8 % CO2.
Směs Argon + O2
Směsný plyn na bázi argonu s příměsí kyslíku. Podíl kyslíku ve směsi by neměl překročit 5%. Tyto plyny se používají zejména na vysokolegované oceli, kam patří i nerez oceli. Nejpoužívanější plyny jsou 97 % Ar + 3 % O2 nebo 99 % Ar + 1 % O2.
Vícesložkové směsi na bázi argonu
Jedná se o směsi plynů s více složkami. Jako další složky zde kromě argonu mohou být CO2, O2, N a další. Jedná se o plyny pro speciální účely, automatizované a robotizované svařování, svařování s menší emisí škodlivin apod. Klasickým aktivním vícesložkovým plynem je 93 % Ar + 5 % CO2 + 3 % O2.
Souhrnně lze tedy říci, že MAG svařování je vhodné na svařování ocelí a to díky použitému aktivnímu plynu. Čili pokud svařujeme oceli a používáme jeden z výše uvedených plynů, vždycky svařujeme metodou MAG. A to i přesto, že drtivá většina svářečů s klidem prohlásí, že svařují "MIGem". Slůvko MIG je totiž možná libozvučnější, ale na označení svařování ocelí se opravdu nehodí. Proč, to si vysvětlíme dále.
Svařování MIG
Zkratka MIG pochází z anglického Metal Inert Gas a označuje poloautomatické svařování kovů v ochranné atmosféře inertního plynu. Inertní plyn má pouze ochrannou funkci spočívající v zamezení přístupu vzduchu k roztavenému kovu. Inertní plyn se žádných chemických reakcí ve svarové lázni neúčastní a je tedy k chemickým procesům zde probíhajícím netečný, neboli inertní. Inertní plyny se používají zejména při svařování lehkých kovů. Jako inertní plyny se v současné době nejčastěji používají následující plyny a směsi plynů:
Argon
Nejpoužívanější inertní plyn pro svařování. Je vhodný pro svařování hliníkových materiálů, měděných slitin, titanu apod. Kromě metody MIG je používán jako ochranný plyn i při svařování metodou TIG (wolframovou netavící se elektrodou). Technický argon se dodává v několika stupních čistoty. Tyto stupně se obvykle označují jako Argon 4,6 nebo Argon 4,8 nebo Argon 5,0. Čistota 4,6 znamená, že čistota plynu je 99,996 % (4 devítky a šestka). Čistota 4,8 znamená 99,998 % a čistota 5,0 je pak 99,999 %. Jak vidíte, jsou to minimální rozdíly v řádu tisícin procenta. Rozdíly v ceně ale mohou být naopak i v tisících korun. Pro běžné svařování hliníkových a měděných materiálů vyhovuje nejrozšířenější Argon 4,6. Argon 4,8 použijeme pro spoje s vyšším důrazem na kvalitu. Argon 5,0 je nutný třeba na svařování titanu.
Směs Argon + Helium
Směsný inertní plyn používající se zejména při automatizovaném a robotizovaném svařování. Příměs helia může být až do 95 % ve směsi. Helium ve směsi zvyšuje teplotu v oblouku a toho se dá s výhodou využít i při ručním svařování silných materiálů. Ovšem kromě teploty také výrazně zvyšuje cenu plynu, a proto je nejpoužívanější směsí 70 % Ar + 30 % He. Z hlediska druhů svařovaných materiálů je použití směsí Ar + He stejné jako u čistého argonu.
Pokud uděláme opět shrnutí, je možné konstatovat, že metoda MIG je vhodná na svařování hliníku a jeho slitin, svařování a navařování slitin mědi (zejména bronzů), titanu a obecně pro svařitelné lehké kovy. To vše při použití inertního plynu. Mnoho svářečů stále tvrdí, že svařují metodou MIG, ačkoliv svařují uhlíkovou ocel třeba v čistém CO2. Je to zažité a ustálené tvrzení. Ve skutečnosti však svařují metodou MAG. Svařovat oceli v inertním plynu je za určitých podmínek také možné, ale v praxi se téměř nepoužívá.
Tak jaký je rozdíl mezi MIG a MAG svářečkou?
Nyní se dostáváme k tomu, jaké jsou vlastně rozdíly mezi svářečkami pro MIG a pro MAG svařování. Ti, kdo četli pozorně, už to ví. Rozdíl není žádný! Svářečky MIG a MAG jsou zcela totožné. Rozdíl je pouze v tom, jaký plyn použijeme (zda inertní či aktivní) a jaký materiál budeme svařovat. Proto se také tyto svářečky označují souhrnným názvem MIG/MAG.
Takže až zase zapnete své "céóčko" a budete svařovat ocelový rám, klidně si dál říkejte, že to svařujete MIGem. Nyní už ale budete vědět, že ve skutečnosti svařujete metodou MAG.