













































































Jaké jsou rozdíly v TIG svařování stejnosměrným (DC) a střídavým (AC) proudem? Co je přímá a nepřímá polarita? Lze svařovat nepřímou polaritou hliník? K čemu slouží funkce AC BALANCE? A na co je mi dobrý pulsní režim? Více v našem článku.
Zdroje svařovacího proudu pro TIG svařování
Při svařování metodou TIG se jedná o svařování elektrickým obloukem, který hoří mezi základním (svařovaným) materiálem a netavící se wolframovou elektrodou upevněnou v hořáku. Elektrický oblouk produkuje značné množství tepla, které je schopno tavit kovové materiály. Zatímco elektroda se odtavovat nesmí, základní materiál naopak musí být tepelným působením oblouku nataven. Elektrický oblouk je elektrický výboj v plynu. Působením teploty a elektrického proudu dojde k tzv. ionizaci plynu a následnému zapálení a hoření elektrického oblouku za současného uvolnění značného množství energie. Právě tuto energii využíváme pro tavení svařovaného materiálu.
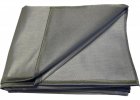
Pro svařování metodou TIG se používá zdroj svařovacího proudu s tzv. strmou statickou V-A (voltampérovou) charakteristikou, tedy v principu stejný zdroj, jako pro ruční svařování obalenými elektrodami metodou MMA. Tato charakteristika je v idealizované podobě na následujícím obrázku. V-A charakteristika vyjadřuje závislost napětí (U) a proudu (I).
Strmá statická V-A charakteristika TIG svářečky
Můžeme konstatovat, že při strmé charakteristice dochází při větších změnách napětí (ΔU) na oblouku jen k minimálním změnám svařovacího proudu (ΔI). Napětí na oblouku je úměrné délce oblouku. Lze si to tedy vysvětlovat i tak, že i při velké změně délky oblouku (vlivem nedokonalého držení hořáku svářečem v ruce) se svařovací proud mění jen minimálně.
Stejně jako pro svařování obalenými elektrodami můžeme pro TIG svařování použít jak zdroj stejnosměrného proudu (DC), tak i zdroj střídavého proudu (AC). Podmínkou je strmá statická V-A charakteristika. Při svařování stejnosměrným proudem (DC) máme dále možnost použít tzv. přímou nebo nepřímou polaritu. Při použití přímé polarity je hořák s wolframovou elektrodou připojen na MÍNUS (-) pól svařovacího zdroje a svařovaný materiál je zemnící svěrkou připojen na PLUS (+) pól. Při svařování nepřímou polaritou je zapojení opačné - hořák s netavící se wolframová elektroda je připojen na PLUS (+) pól svařovacího zdroje a svařovaný materiál je zemnící svěrkou připojen na MÍNUS (-) pól. Při svařování střídavým proudem se polarita mění (střídá) v pravidelných intervalech.
Aby toho nebylo málo, můžeme při TIG svařování (DC i AC) použít ještě proud konstantní nebo proud pulsní (tzv. svařování v pulsu). Jednotlivé varianty, jejich výhody a nevýhody popíšeme dále.
TIG svařování stejnosměrným proudem (TIG DC)
1. Přímá polarita (TIG DC-)
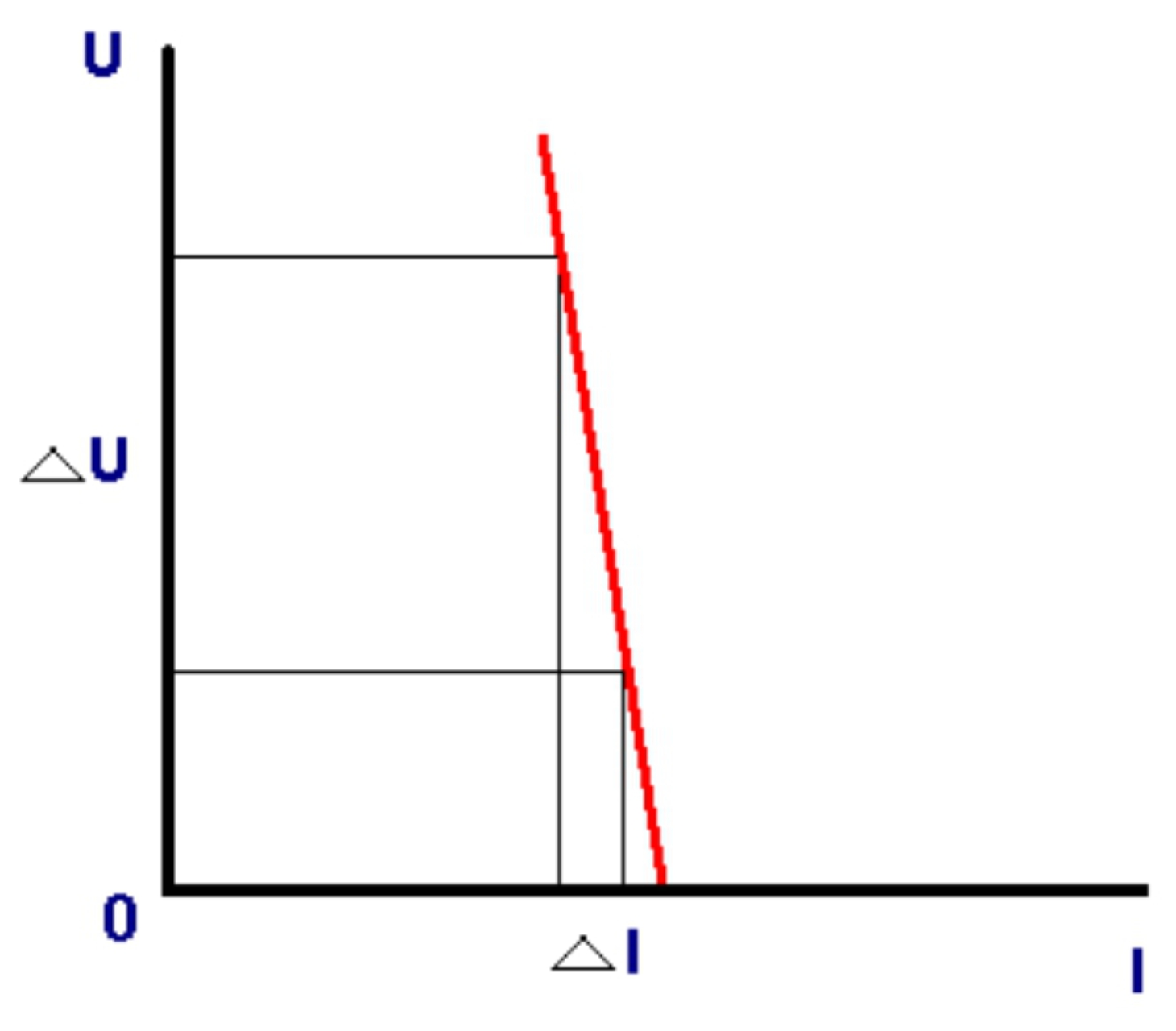
Při TIG svařování stejnosměrným proudem se používá téměř výhradně tzv. přímá polarita, kdy je wolframová elektroda připojena na MÍNUS (-) pól zdroje svařovacího proudu a základní materiál na PLUS (+) pól. V praxi to znamená, že TIG hořák připojíte na MÍNUS svorku svářečky a zemnící kabel na PLUS svorku. Na záporné elektrodě (tedy na wolframové elektrodě v hořáku) se totiž vyvíjí cca 1/3 veškerého tepla oblouku, kdežto na kladné elektrodě (na základním materiálu) zbylé 2/3 tepla. Máme tedy k dispozici více tepla pro snadnější tavení materiálu a zároveň wolframová elektroda není tolik tepelně namáhána. Svary zhotovené TIG DC přímou polaritou jsou úzké a vyznačují se velkou hloubkou závaru.
Svařování přímou polaritou (TIG DC-)
Bohužel, přímá polarita neumožňuje tzv. čistící efekt oblouku a proto ji nelze použít pro materiály s odolnou vrstvou oxidů na povrchu (hliník, hořčík). Použití DC proudu s přímou polaritou je tak vhodné pro většinu svařitelných kovů, které neobsahují na svém povrchu odolné oxidy. Pomocí TIG DC- se svařují zejména ocelové materiály od konstrukční (nelegované) po nerezovou (vysokolegovanou) ocel. Dále lze TIG DC- použít na materiály na bázi niklu a mědi, titan a pro navařování tvrdých vrstev při opravách nástrojů. Pro stabilní oblouk je při přímé polaritě nutné brousit elektrodu do špičky, viz článek PROČ A JAK BROUSIT WOLFRAMOVOU ELEKTRODU. Špička má při svařování tendenci se vlivem tzv. katodové skvrny (viz dále) zakulacovat a je nutné ji pravidelně přibrušovat, aby oblouk byl stabilní.
2. Nepřímá polarita (TIG DC+)
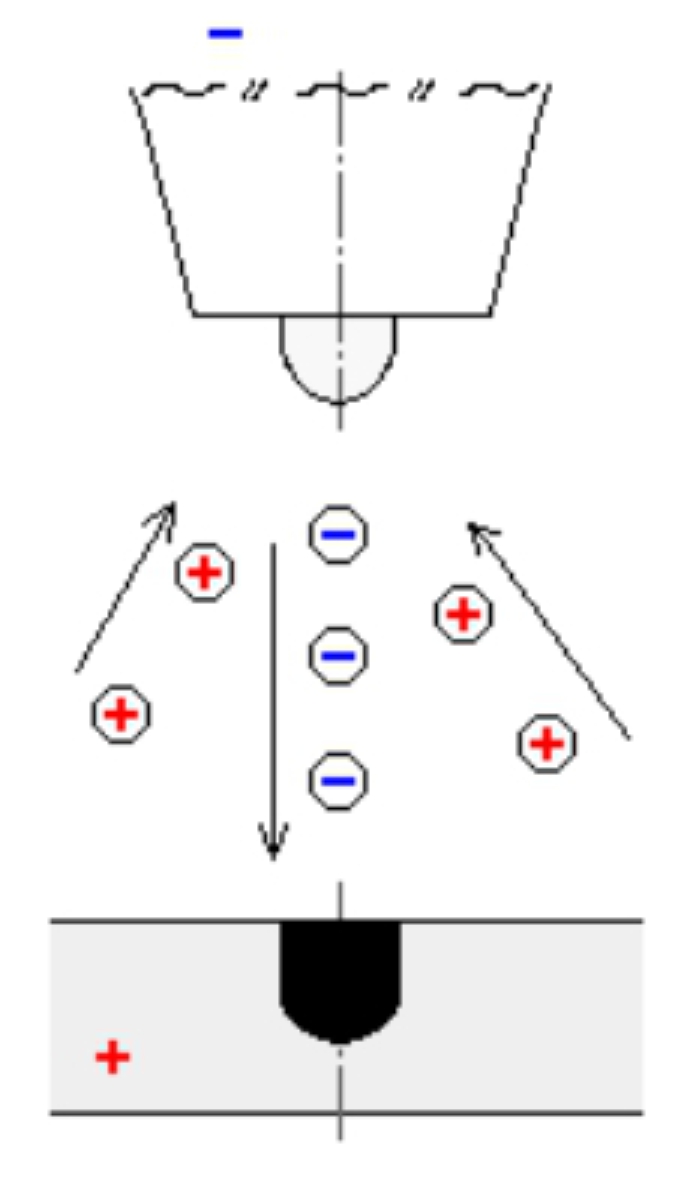
Opačné zapojení, tedy tzv. nepřímá polarita. V tomto případě je hořák připojen na PLUS (+) pól a zemnící kabel na MÍNUS (-) pól. Při nepřímé polaritě je wolframová elektroda vystavena velkému tepelnému namáhání (cca 1/2 veškerého tepla) a hrozí její odtavení - z netavící se elektrody se tak snadno může stát elektroda tavící se. Přesto se toto zapojení ve velmi omezené míře někdy v praxi používá. Je ale nutné zajistit intenzivní chlazení wolframové elektrody a tedy použít speciální svařovací zařízení. Výhodou nepřímé polarity je totiž již zmíněný čistící efekt, který si detailněji popíšeme v samostatném odstavci. Nepřímá polarita se tedy používá na materiály potažené odolnou vrstvou oxidů, mezi něž patří zejména hliník nebo hořčík. Používá se zpravidla jen na malé tloušťky materiálu, které lze svařovat malými proudy.
Pro běžné svařování s běžně dostupným zařízením se nepřímá polarita nepoužívá. Kdo to zkusí, zpravidla ihned "upálí" wolframovou elektrodu. Svary zhotovené nepřímou polaritou (TIG DC +) jsou široké, s malou hloubkou závaru.
Svařování nepřímou polaritou (TIG DC+)
Způsoby čištění povrchu materiálu
Na povrchu některých materiálů je přítomna vrstva oxidů, která znesnadňuje svařování těchto materiálů. Například hliníkové materiály jsou potaženy vrstvou oxidu hlinitého (Al2O3), který má cca 3x vyšší teplotu tavení než samotný hliník, je elektricky nevodivý a je velmi tvrdý. Tento oxid prakticky znemožňuje svařování hliníkových materiálů a je nutné jej před (nebo v průběhu) svařování odstranit. Čištění lze provést několika způsoby:
1. Mechanické čištění
Čištění pomocí obroušení nebo okartáčování. Málo účinné, protože po očištění se oxid začne na vzduchu ihned vytvářet znovu. Přesto je vhodné použít mechanické očištění alespoň v místě, kam ihned po očištění připneme zemnící svěrku a případně i v místě, kde budeme zapalovat oblouk. Čistit musíme těsně před svařováním.
2. Chemické čištění
Čištění pomocí speciálních přípravků a rozpouštědel. Je více účinné, ale komplikované. Používalo se pro svařování hliníku plamenem, ale pro svařování elektrickým obloukem se téměř nepoužívá.
3. Čištění elektrickým obloukem
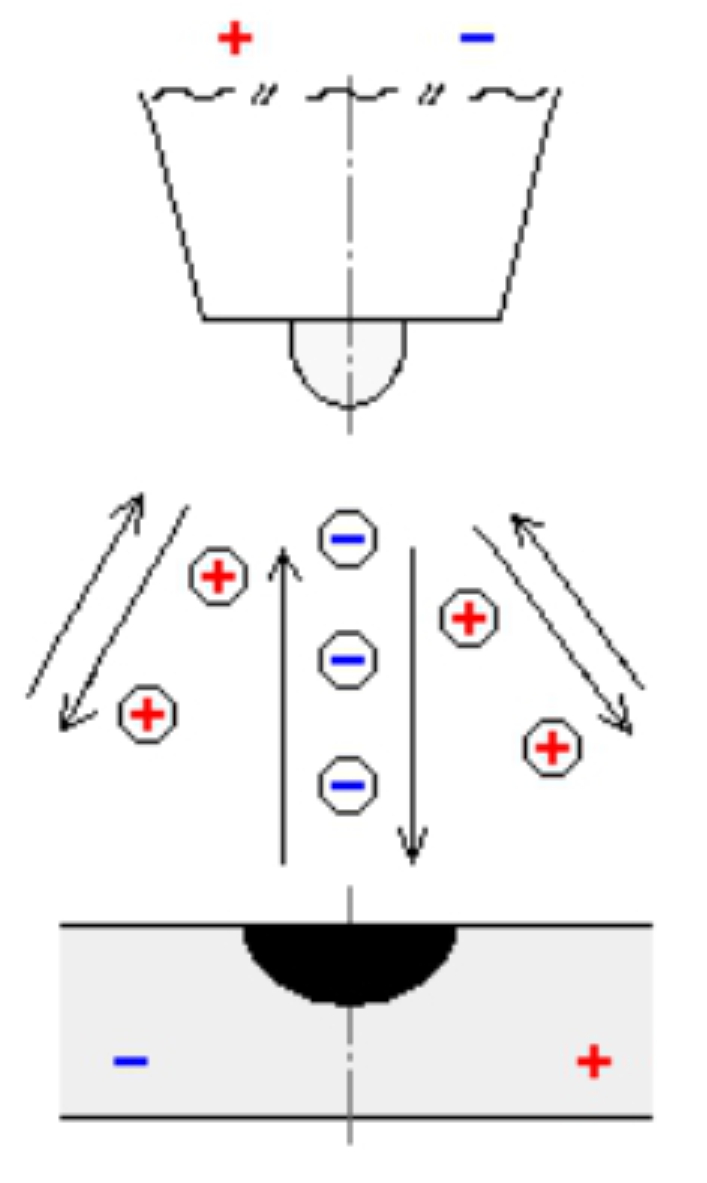
Čištění pomocí tzv. katodové skvrny. To je možné pouze při nepřímé polaritě (TIG DC+), tedy zapojení hořáku na PLUS (+) pól a materiálu na MÍNUS (-) pól. Při tomto způsobu zapojení stejnosměrný svařovací proud oxid na povrchu spolehlivě odstraní za pomoci katodové skvrny. Ta se vytváří při hořícím oblouku na záporné elektrodě (katodě), kterou zde reprezentuje základní materiál. Skvrna se pohybuje po materiálu a vyhledává místo s tzv. nejnižší emisní energií. V tomto místě je zároveň nejsilnější vrstva oxidu. Skvrna svou energií oxid odpaří. Zároveň zde působí ještě tzv. dynamický účinek oblouku, kdy proud kladných iontů plynu urychlovaný směrem ke svarové lázni pomáhá rozbíjet vrstvu oxidu. Při přímé polaritě (TIG DC-) nelze čistícího efektu elektrickým obloukem využít.
Při svařování TIG je třeba vzít v úvahu výše popsané nevýhody nepřímé polarity. Proto se pro svařování materiálů, kde potřebujeme využívat čistícího efektu, používá střídavý svařovací proud (AC).
TIG svařování střídavým proudem (TIG AC)
Při TIG svařování střídavým (AC) proudem dochází k periodickému střídání polarity. Část periody je tedy wolframová elektroda připojena na PLUS (+) pól a zbylou část periody na MÍNUS (-) pól. Střídavý proud nám umožní využít výhod jak přímé tak nepřímé polarity zároveň. Při připojení na PLUS dochází k čištění základního materiálu od oxidů, ale zároveň je více namáhána wolframová elektroda. Ve druhé fázi je polarita obrácená, wolframová elektroda je připojena na MÍNUS a dochází k jejímu částečnému ochlazení a zároveň k většímu natavení základního materiálu. Zjednodušeně můžeme říci, že periodicky dochází ke střídání fáze čištění a fáze svařování.
Svařování přímou i nepřímou polaritou (TIG AC)
Starší TIG AC svářečky měly sinusový průběh svařovacího střídavého proudu, jehož frekvence odpovídala frekvenci síťového napájecího napětí 50 Hz. Tyto zdroje neumožňovaly měnit střídu, tedy poměr mezi kladnou a zápornou polaritou. Poměr čištění/svařování byl 50/50. Tento poměr má ale zbytečně velký čistící účinek a dochází k velkému tepelnému namáhání wolframové elektrody. Dnes se tato technologie již příliš nepoužívá. Další generace TIG AC svářeček sice stále používala frekvenci 50 Hz a vycházela ze sinusového průběhu, ale bylo již možné měnit poměr čištění/svařování díky nastavitelnému invertování polarity sinusoidy.
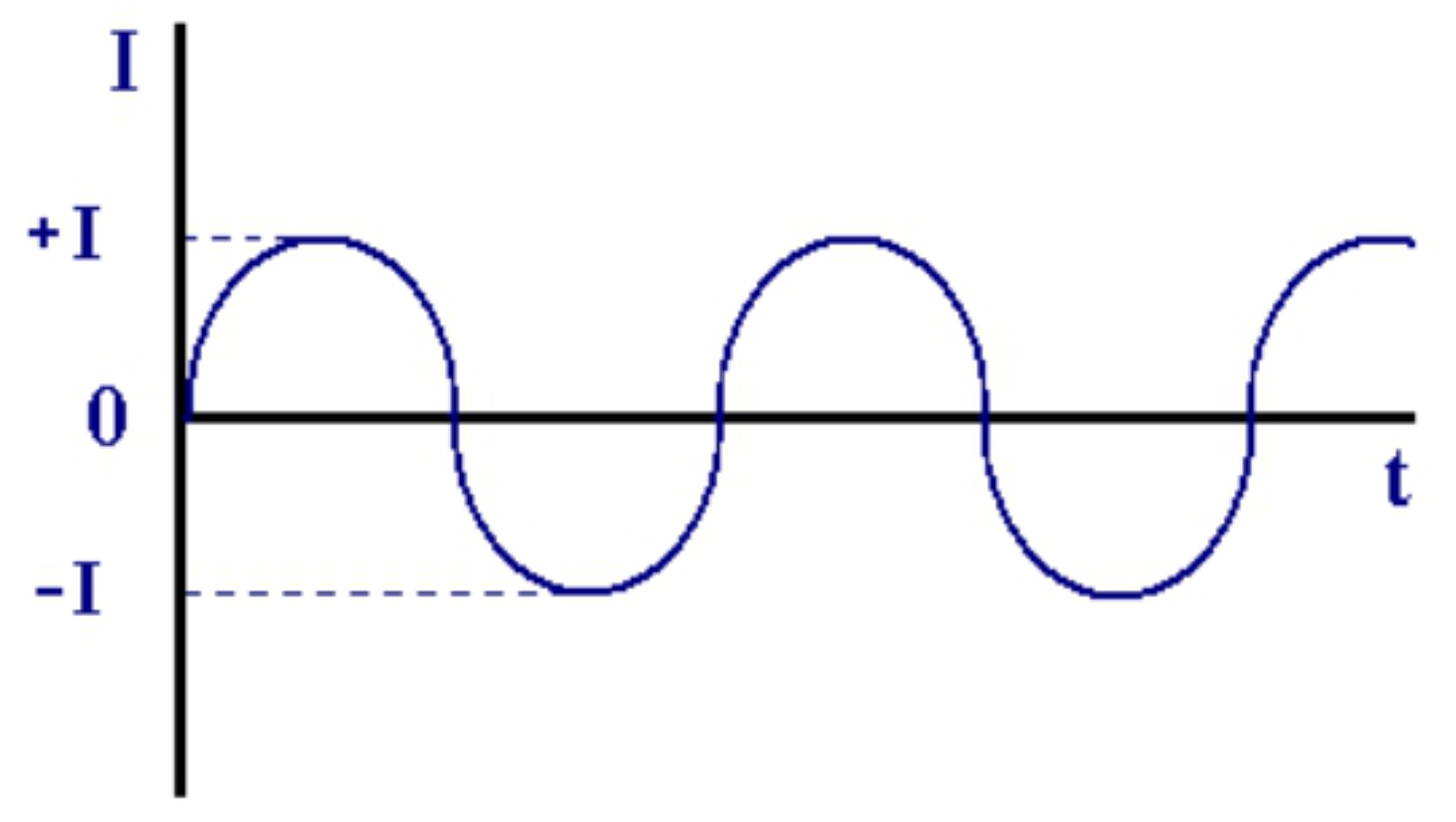
Sinusový průběh střídavého proudu
AC BALANCE
Moderní svářečky pro svařování TIG AC mají obdélníkový průběh výstupního proudu a umožňují nastavit jak frekvenci střídání polarity (A, B, C viz obrázek níže), tak poměr jednotlivých fází +I/-I (čištění/svařování) v rozmezí cca 20 - 60 % čištění, zbytek svařování. Větší poměr čištění (50 - 60%) se používá jen při svařování silně zoxidovaných materiálů. Pro běžné materiály stačí poměr čištění okolo 20 - 40 %. Regulace poměru čištění/svařování se nazývá AC BALANCE.
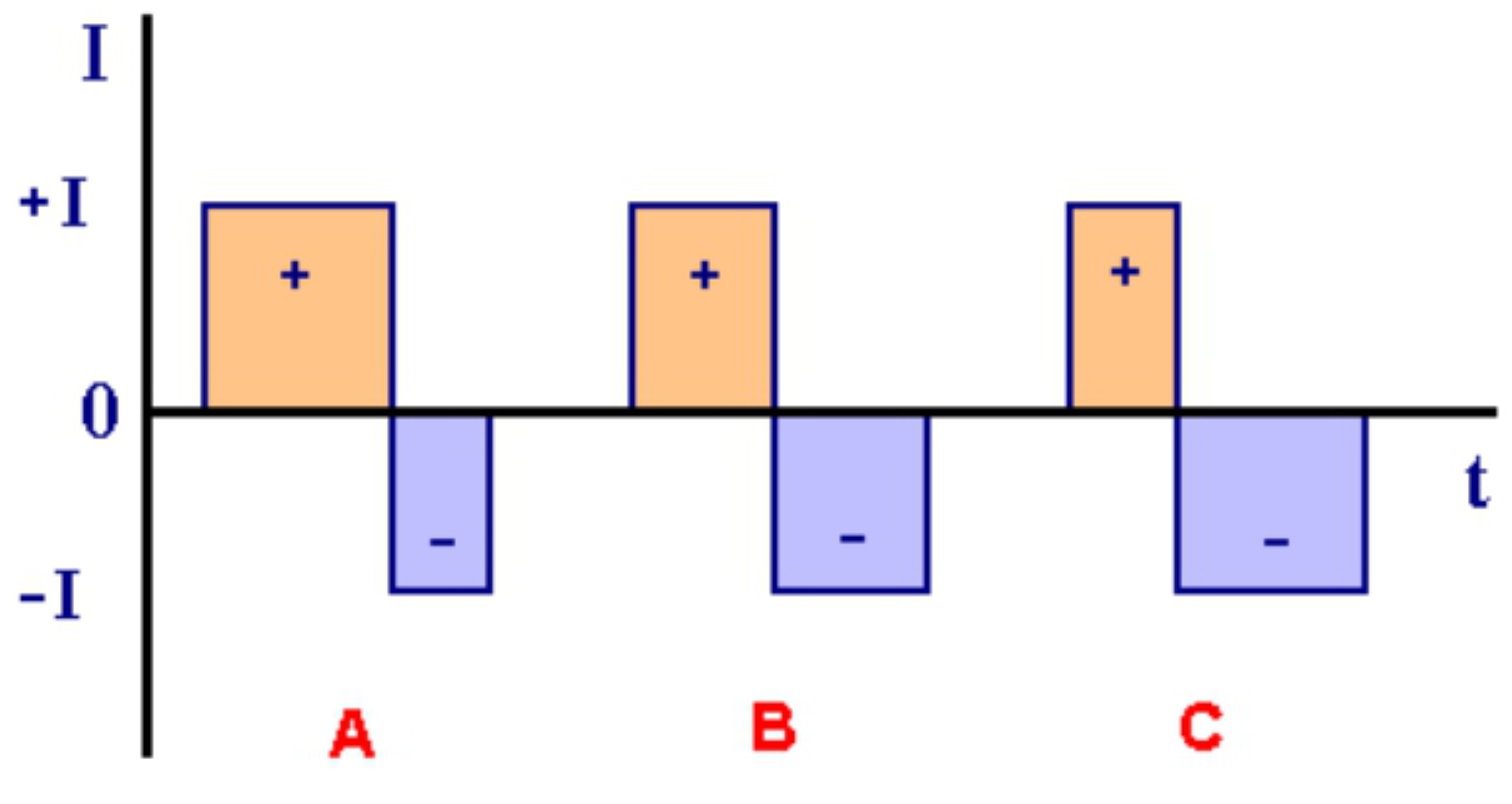
Obdelníkový průběh střídavého proudu
Poznámka: Jak jsme již uvedli v našem článku METODA TIG - DRUHY ZAPALOVÁNÍ OBLOUKU, musí být TIG AC svářečky vždy vybaveny bezdotykovým (HF) zapalováním oblouku. Zapalování dotykem (škrtnutí, LIFT ARC) je totiž velmi obtížné až nemožné.
Konstantní proud vs. pulsní proud
Dosud jsme předpokládali, že svařovací proud (ať už DC či efektivní hodnota AC) má konstantní průběh. Tedy, že jeho velikost I1 se během svařování nemění a zůstává na hodnotě nastavené svářečem.
Průběh konstantního svařovacího proudu
Existují ale i svářečky, které obvykle poznáte podle označení PULSE v jejich názvu. Ty kromě konstantního průběhu svařovacího proudu umožňují využít i pulsní svařovací proud. Pak mluvíme o tzv. pulsním svařování či svařování v pulsu.
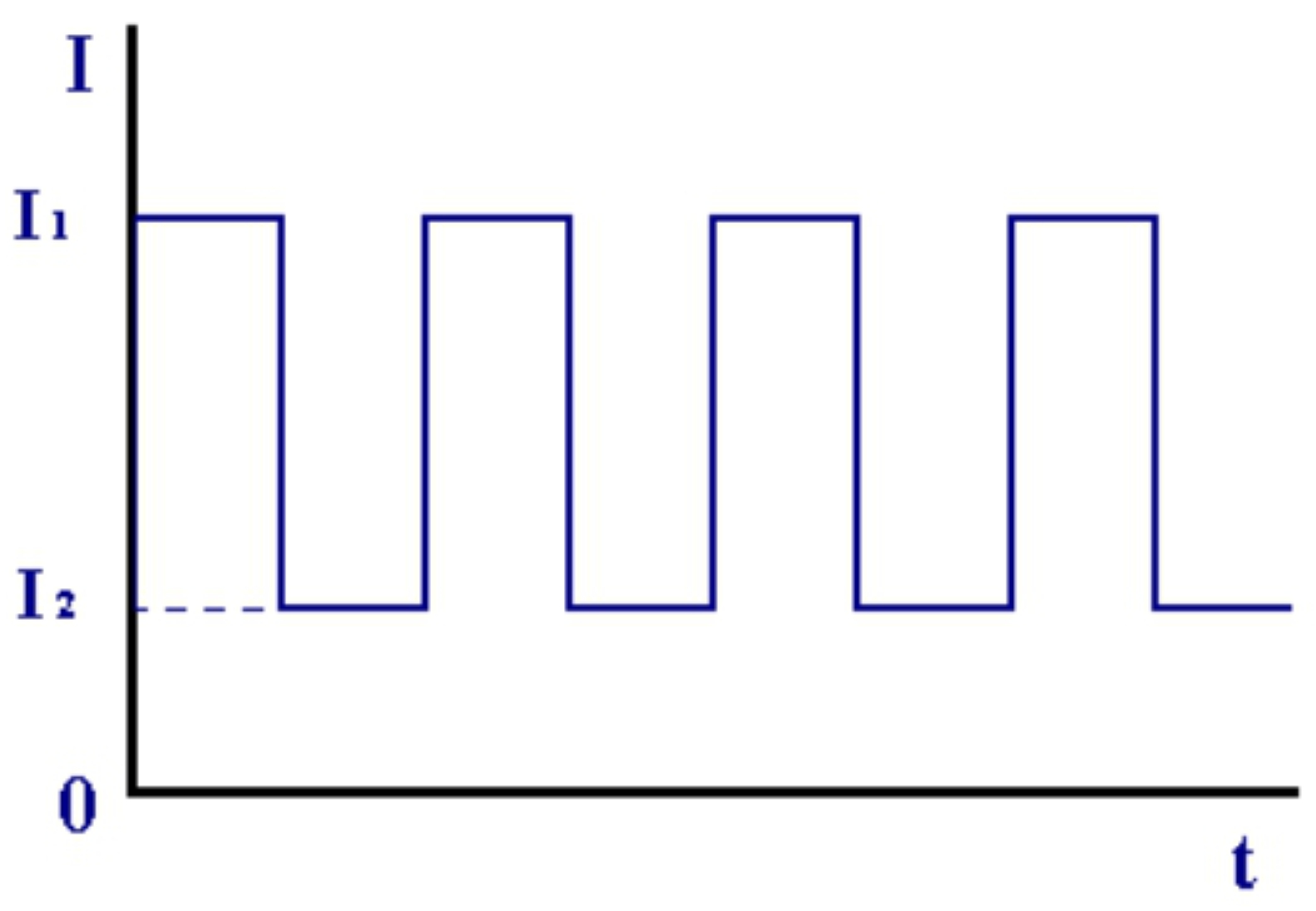
Průběh pulsního svařovacího proudu
Principem pulsního svařování je periodické střídání vyšší (I1) a nižší (I2) hodnoty proudu. Základní svařovací proud I1 je nastaven svářečem na požadovanou hodnotu. Tento proud zajišťuje dobrý průvar. Proud I2 nastavuje buď svářeč, nebo jej nastavuje svářečka automaticky v závislosti na hlavním proudu I1. Velikost proudu I2 se většinou volí v procentech hlavního proudu I1 (cca 20 - 50 %). Proud I2 zajistí ionizaci prostředí a tedy "podržení" hořícího oblouku, ale nestačí k vytvoření tavné lázně a materiál se tím ochlazuje. Výsledkem je menší tepelné ovlivnění základního materiálu.
Správně nastavenými pulsy lze úspěšně ovlivňovat hloubku závaru i šířku svaru. Dochází k menšímu promísení základního materiálu, což přináší výhody při svařování heterogenních spojů. Důležitou vlastností pulsního svařování je také to, že umožňuje provádění estetických svarů - tzv. penízkové svary s překrytím 50 - 70 %.
V závislosti na frekvenci střídání jednotlivých fází I1 a I2 mluvíme o běžném pulsu (0,25 - 25 Hz), nebo o vysokorychlostním pulsu (20 - 600 Hz). Běžný puls je ideální pro svařování nerez ocelí a tenkých plechů. Umožňuje svařování plechů různých tlouštěk a pomáhá svářeči řídit svařovací proces a získat tak přesnou a vzhledově pěknou svarovou housenku. Vysokorychlostní puls má koncentrovanější (zúžený) oblouk a důsledkem toho je výrazně menší tepelně ovlivněná oblast.
Pulsní svařování lze aplikovat jak na svařování stejnosměrným proudem, tak na svařování střídavým proudem. Při svařování střídavým proudem je pod označením I1 a I2 nutné chápat efektivní hodnotu střídavého svařovacího proudu.



